
Производство
Процесс производства электросварных труб представляет собой интересное и красивое зрелище для простого обывателя. Ориентируясь в названиях состава основного оборудования будет легче представить описание технологического процесса.
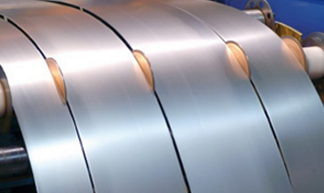
1. Необходимые ресурсы
Для производства профильных стальных труб необходимы штрипс, электроэнергия и трубоэлектросварочный стан. В процессе производства также применяют множество дополнительных приспособлений, материалов и вспомогательного оборудования.

2. Сварка концов штрипса
Вначале штрипс электромостовым краном (краном-балкой или тельфером) завешивают на двухсторонний разматыватель. Передний конец этого штрипса, как и задний предыдущего, обрезаются гильотинными ножницами стыкосварочного устройства. В этом же устройстве оба конца свариваются любым видом сварки — ручной электродуговой, полуавтоматической или автоматической. Далее штрипс загоняется в горизонтальный спиральный накопитель. Количество штрипса в накопителе рассчитывается исходя из времени стыковой сварки концов штрипса, чтобы можно было сварить вместе два штрипса без остановки стана. Описать работу стыкосварочного участка стана в нескольких словах можно так: Завесили штрипс – Сварили концы штрипсов – Загнали в накопитель необходимое количество штрипса. Процесс происходит циклически на протяжении всей рабочей смены.
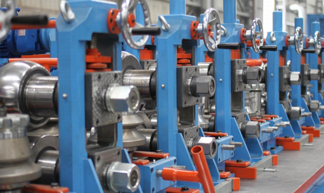
3. Формирование круглой трубной заготовки
Из накопителя штрипс направляется непосредственно в формовочную группу трубосварочного стана. Проходя между валками приводных и холостых клетей плоский штрипс постепенно формируется в круглую не сварную трубную заготовку. Для каждого типоразмера трубы необходим свой парк валков, которые меняются при перевалках стана. После всех формовочных клетей (обычно их 7…9) трубная заготовка проходит через шовонаправляющую клеть, в которой шов будущей сварной трубы четко позиционируется с валками сварочной клети.

4. Сварка индукционным нагревом
В сварочной клети происходит самый интересный и необычный процесс производства труб. Перед сварочной клетью (обычно двухвалковой) трубную заготовку обвивает медный индуктор, имеющий форму бытового кипятильника воды. Труба не прикасается к индуктору, а проходит внутри его колец. В трубе находится ферритовый сердечник, который охлаждается смазочно-охлаждающей жидкостью. Сварка трубной заготовки осуществляется индукционным нагревом металла токами высокой частоты. Нагретые кромки трубы сдавливаются в сварочной клети. Практически индуктор способен нагреть часть трубы полностью по всему периметру. Наличие в трубе ферритового сердечника позволяет сконцентрировать всю энергию только на разрыве (кромках) трубы. Взаимодействие индуктора и ферритового сердечника позволяет производить сварку трубы токами высокой частоты.
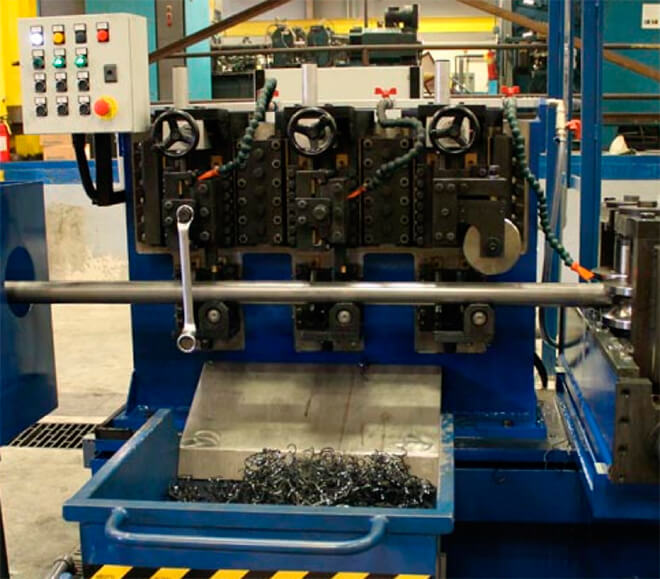
5. Снятие Грата
После сварки по шву остается наплыв металла — так называемый «грат». Поэтому в линии трубосварочного стана установлен узел гратоснимания, который специальными твердосплавными пластинами срезает наружный грат, придавая трубе гладкую поверхность в районе шва.

6. Калибровка
После сварки труба, пройдя охлаждающее устройство, направляется в калибровочную группу клетей. В этой группе приводных и холостых клетей труба принимает окончательную форму и размеры. Труба в этой группе становится или квадратной, или прямоугольной, или остаётся круглой, согласно ГОСТ. Сразу после клетей калибровочной группы расположены четырехвалковые правильные холостые клети. С их помощью добиваются отсутствия кривизны трубы.
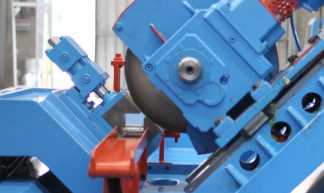
7. Нарезка труб
Осталось сваренную и откалиброванную трубу разрезать на мерные длины. Для этого в линии стана расположен отрезной станок (летучая пила). Мерный ролик отсчитывает необходимое количество метров трубы и дает сигнал отрезному станку. Каретка пилы начинает движение, одновременно зажимает трубу фильерами и происходит рез. Затем фильеры разжимаются и каретка возвращается в исходное положение ожидать новой команды на рез.
8. Упаковка готовых труб
Отрезанная на нужную длину труба по отводящему рольгангу со скоростью, большей скорости стана, двигается до упора и затем ее сбрасывают в карман готовой продукции. После наполнения кармана необходимым количеством труб пакет запаковывают стальной лентой в нескольких местах и транспортируют на склад готовой продукции.